One Biological Family. Different Recovery Systems.
The wider Acetogenic opportunity extends beyond ethanol, but the products are not all recovered in the same way.
| Product | Behaviour in fermentation broth | Typical recovery route |
| Ethanol | Volatile and fully mixed with water | Beer column → dehydration → polishing → tanking |
| Acetone | More volatile than ethanol | Light-product distillation and rectification; no ethanol-style dehydration train |
| Butanol | Less volatile and more difficult to remove from dilute broth | Often extraction, pervaporation or gas stripping followed by distillation |
| Acetate/acetic acid | Primarily dissolved as an ion in the aqueous broth | Electrodialysis, ion exchange or reactive extraction, followed by acid concentration |
This means that the current TITAN process graphic correctly shows the ethanol route.
Acetone, butanol and acetate require their own recovery and polishing modules. They represent future selectable product pathways in phase 3, not products that automatically leave the ethanol train.
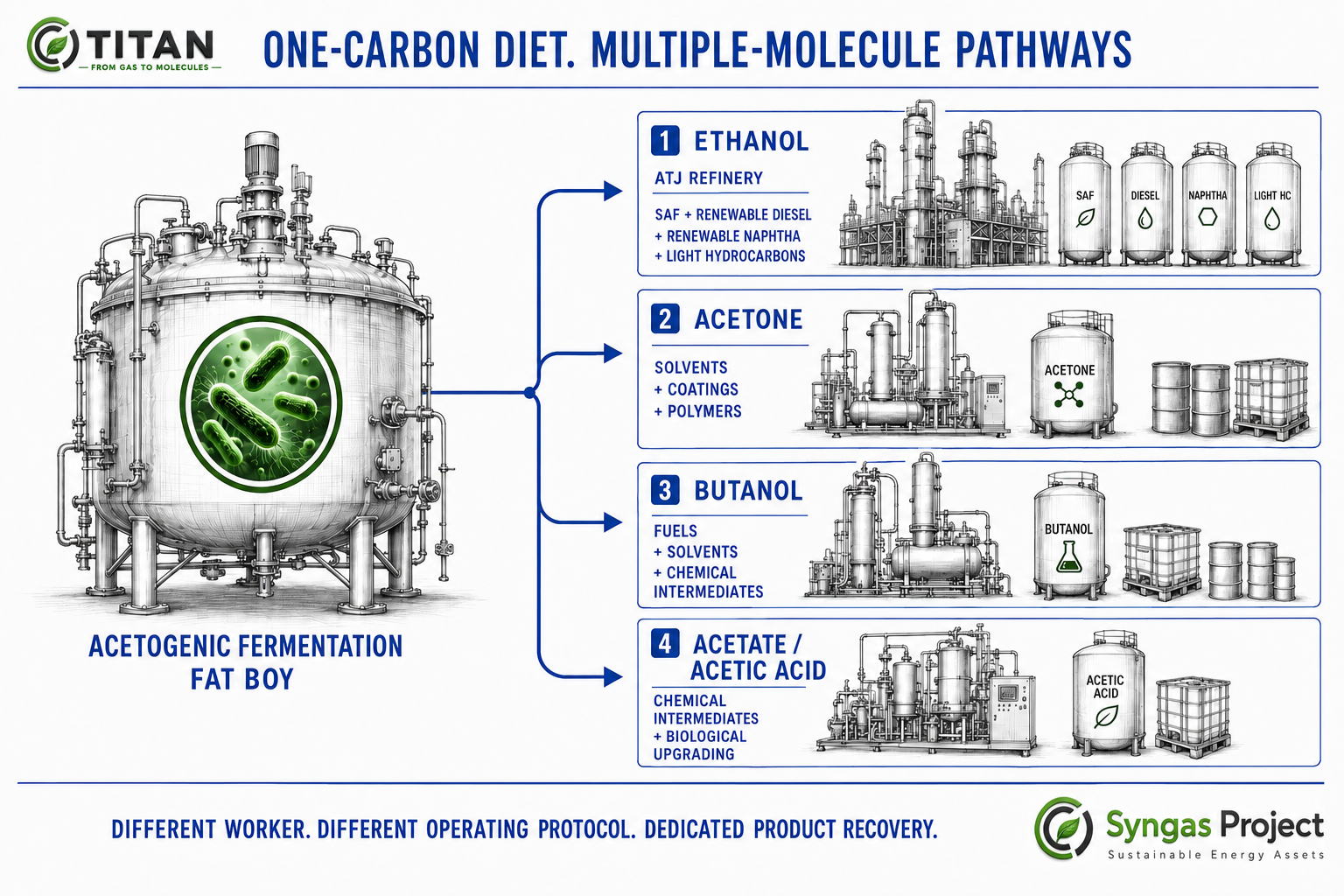
From Acetogenic Fermentation to Fuels and Chemicals
Second-generation ethanol provides TITAN with an immediate down stream route into the Alcohol-to-Jet refinery.
Inside the ATJ refinery, ethanol is converted into hydrocarbon products through dehydration, oligomerisation, hydrogenation and product fractionation. The principal target is Sustainable Aviation Fuel, supported by renewable diesel, renewable naphtha and light hydrocarbon fractions.
The wider Acetogenic family also provides routes back into industrial chemistry:
- Ethanol for ATJ SAF, solvents and chemical intermediates;
- Acetone for solvents, coatings, polymers and industrial manufacturing;
- Butanol for fuels, solvents and chemical intermediates;
- Acetate and acetic acid for chemical production and biological upgrading; and
- future specialist pathways including isopropanol and 2,3-butanediol.
Fermentation does not eliminate chemistry.
It changes where chemistry begins.
Instead of extracting fossil carbon and forcing it through conventional petrochemical production, Acetogenic workers manufacture the required intermediary molecules from controlled gaseous carbon.
The 2035 Acetogenic Target
Syngas Project plans to deploy TITAN as a repeatable network rather than as a single project.
| TITAN rollout target | 2035 objective |
| Full TITAN locations | 10 |
| Acetogenic islands | 2 per fully developed location |
| Continuous 2G Ethanol capacity | 1.6 million litres/day |
| Principal refinery pathway | Alcohol-to-Jet |
| Target SAF refinery output | 1 million litres/day |
| Geographic market | Poland and the European Union |
| Supporting product pathways | ABE chemicals and acetate |
The objective is to establish the renewable ethanol capacity required to support a Central European ATJ refinery producing approximately 1 million litres/day of SAF by 2035.
Engineering prepares the clean gaseous diet.
Acetogenic Microbial Capability manufactures the liquid molecules.
TITAN provides the industrial scale.
The separation distinctions are supported by research on hybrid ABE recovery, acetate recovery from C1 gas fermentation and engineered Acetogenic chemical production. NREL also confirms that ATJ fractionation can produce light gases, naphtha, aviation fuel and diesel products. NREL ATJ reference