
Profil Mikroorganizmów Acetogenicznych
| Charakterystyka | Profil acetogeniczny |
|---|---|
| Rodzina mikroorganizmów | Bakterie – Acetogeny |
| Rodzina fermentacyjna | Beztlenowa Ciemna Strona |
| Dieta węglowa | Gazowa dieta jednowęglowa |
| Główny produkt | Bioetanol II generacji (2G Ethanol) oraz związki chemiczne ABE |
| Produkcja biomasy | Średnia do niskiej |
| Tolerancja na tlen | Bardzo niska |
| Tolerancja na zanieczyszczenia | Średnia i zależna od zastosowanej Zdolności Mikrobiologicznej |
| Preferowane środowisko | Czysty, kondycjonowany HPG |
| Najlepsze zastosowania | Ciągi produkcji bioetanolu TITAN, rafinerie ATJ oraz produkcja chemikaliów |
| Rola Syngas Project | Przygotowanie gazowego substratu, integracja platformy oraz wdrożenie przemysłowe |
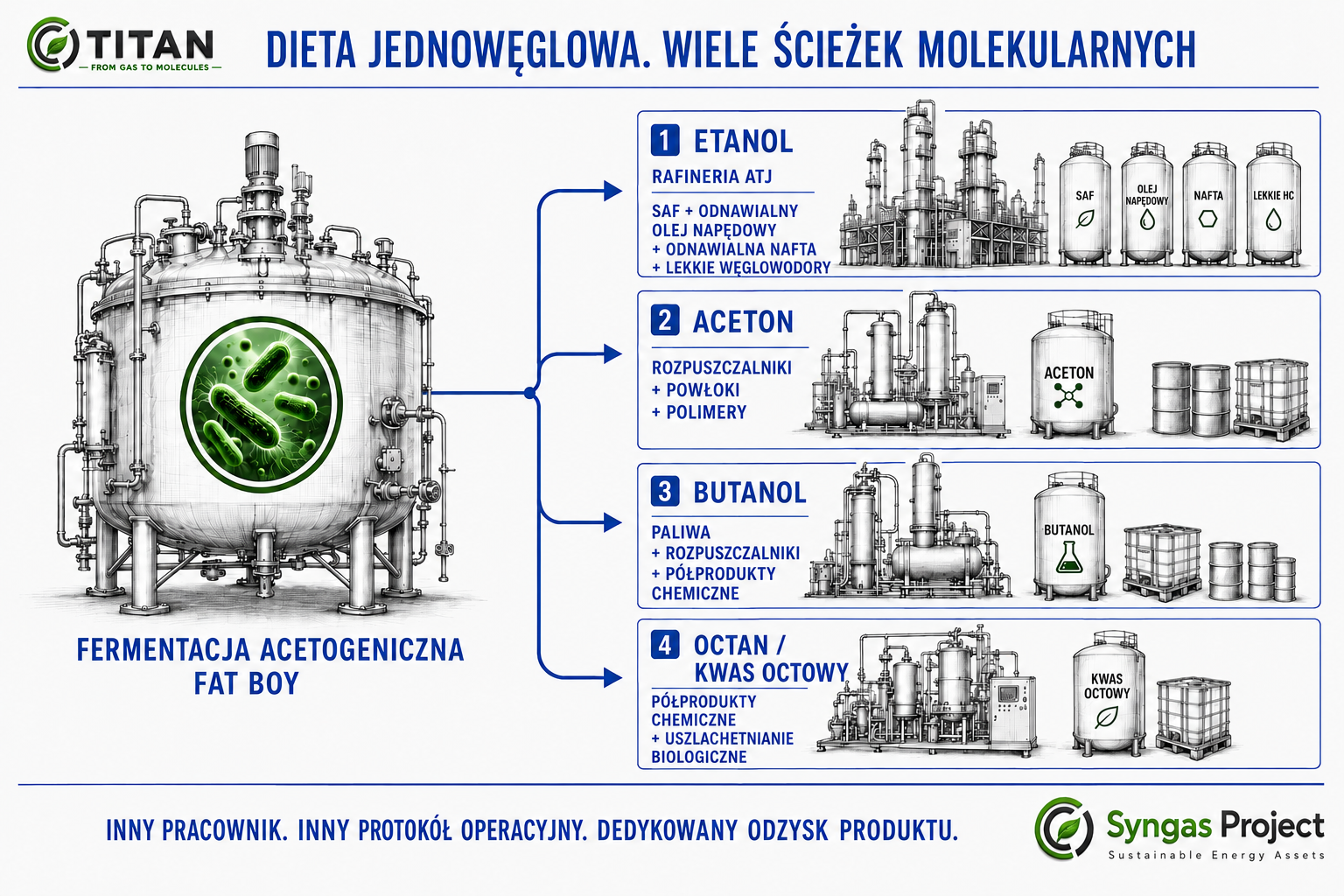
Zmień Pracownika. Zmień Cząsteczkę.
Bakterie acetogeniczne należą do tej samej szerokiej grupy mikroorganizmów, jednak różni Pracownicy wykonują różne zadania przemysłowe.
Podstawowy wariant TITAN jest skonfigurowany do produkcji bioetanolu II generacji. Przyszłe Zdolności Mikrobiologiczne mogą być ukierunkowane na inne alkohole, rozpuszczalniki, kwasy organiczne oraz chemiczne produkty pośrednie.
ABE oznacza Aceton, Butanol i Etanol.
Dodatkowa ścieżka octanowa jest odrębna. W warunkach fermentacji kwas octowy występuje zwykle w bulionie fermentacyjnym w postaci octanu. Może zostać odzyskany jako produkt, przekształcony w kwas octowy lub biologicznie przetworzony do innej cząsteczki.
Zmiana produktu docelowego może wymagać zastosowania innego Pracownika, odmiennego protokołu operacyjnego oraz innego modułu odzysku produktu. Wspólna infrastruktura pozostaje bez zmian i obejmuje czyste zasilanie HPG, buforowanie gazu, media pomocnicze, środowisko fermentacyjne oraz platformę przemysłową.
Od HPG do Bioetanolu II Generacji
Jedna acetogeniczna wyspa TITAN przyjmuje:
20 000 Nm³/h kondycjonowanego HPG
HPG trafia najpierw do zbiornika buforowania, monitorowania i kondycjonowania. Następnie jest kierowany do acetogenicznego zbiornika Fat Boy, w którym mikroorganizmy wytwarzają bulion fermentacyjny bogaty w etanol.
Ciekły bulion przechodzi następnie przez kolumnę piwną, w której odbywa się wstępny odzysk etanolu. Kolejnym etapem jest usunięcie wody w procesie odwadniania, a następnie końcowe doczyszczanie produktu i jego transfer do stacjonarnych zbiorników buforowych Sektora 6.
Jedna acetogeniczna wyspa produkuje:
80 000 litrów bioetanolu II generacji dziennie

Acetogeniczny Stos TITAN
Każda lokalizacja TITAN rozwijana jest etapowo w trzech fazach. Każda faza dodaje jeden klaster HPG składający się z dwóch wysp technologicznych.
| Etap rozwoju | Zainstalowana konfiguracja | Łączna produkcja bioetanolu |
|---|---|---|
| Faza Pierwsza | 1 wyspa RNG + 1 wyspa acetogeniczna | 80 000 litrów/dzień |
| Faza Druga | Dodanie 2 wysp RNG | 80 000 litrów/dzień |
| Faza Trzecia | Dodanie 1 wyspy RNG + 1 wyspy acetogenicznej | 160 000 litrów/dzień |
Po zakończeniu Fazy Trzeciej jedna lokalizacja TITAN obejmuje sześć wysp technologicznych rozmieszczonych w trzech klastrach:
- cztery wyspy RNG; oraz
- dwie acetogeniczne wyspy produkcji bioetanolu.
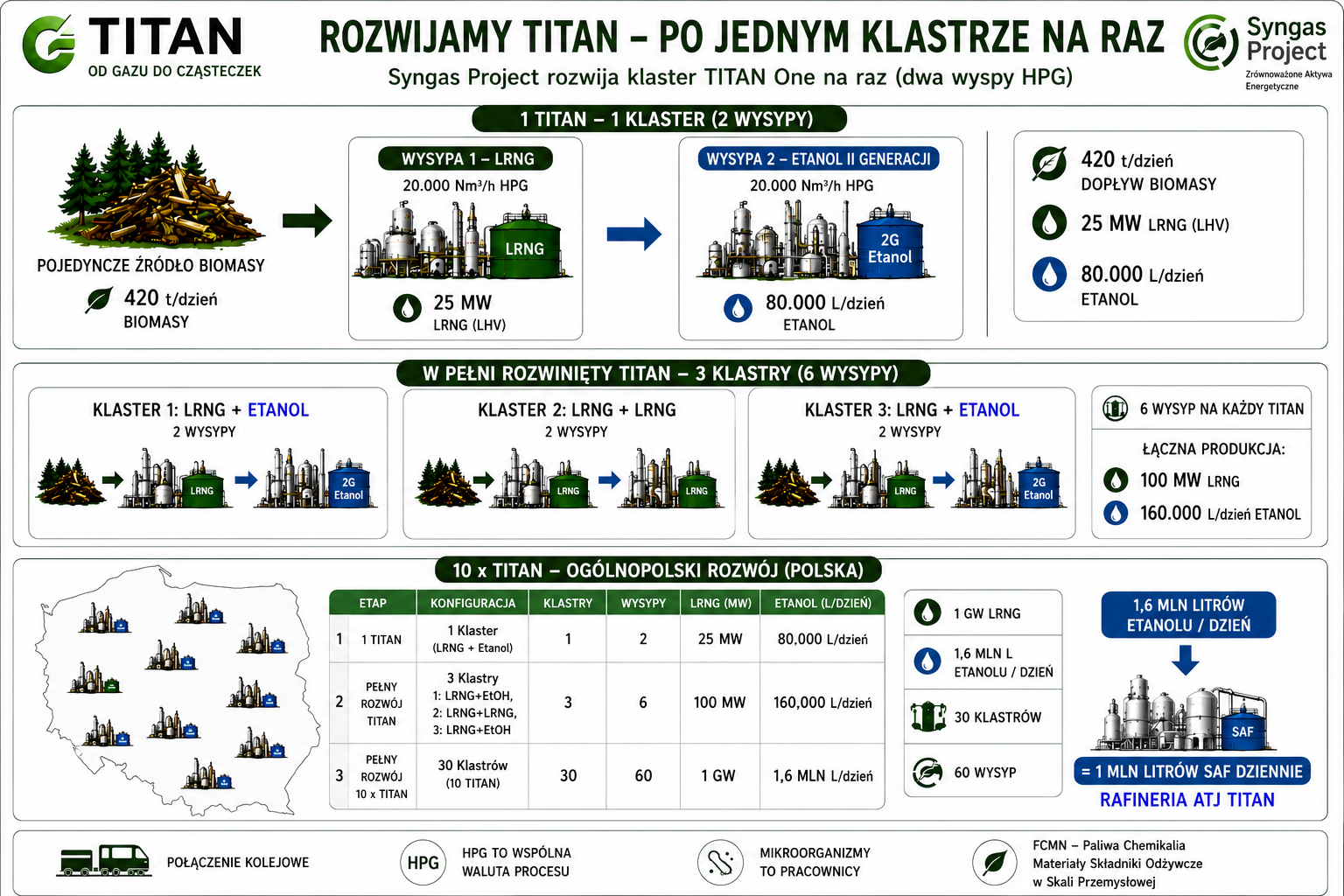
Druga wyspa acetogeniczna zostaje dodana w Fazie Trzeciej. Łączna produkcja zakładu wzrasta wówczas z 80 000 do 160 000 litrów bioetanolu II generacji dziennie.
Jedna Rodzina Biologiczna. Różne Systemy Odzysku Produktu.
Szerszy potencjał mikroorganizmów acetogenicznych wykracza daleko poza produkcję etanolu, jednak poszczególne produkty nie są odzyskiwane w ten sam sposób.
| Produkt | Zachowanie w bulionie fermentacyjnym | Typowa ścieżka odzysku |
|---|---|---|
| Etanol | Lotny i całkowicie wymieszany z wodą | Kolumna piwna → odwadnianie → doczyszczanie → magazynowanie |
| Aceton | Bardziej lotny niż etanol | Destylacja produktów lekkich i rektyfikacja; bez ciągu odwadniania stosowanego dla etanolu |
| Butanol | Mniej lotny i trudniejszy do oddzielenia z rozcieńczonego bulionu | Najczęściej ekstrakcja, perwaporacja lub stripping gazowy, a następnie destylacja |
| Octan / Kwas octowy | Występuje głównie jako jon rozpuszczony w fazie wodnej | Elektrodializa, wymiana jonowa lub ekstrakcja reaktywna, a następnie zatężanie kwasu |
Oznacza to, że obecny schemat technologiczny TITAN prawidłowo przedstawia ścieżkę produkcji bioetanolu.
Aceton, butanol oraz octan wymagają własnych modułów odzysku i doczyszczania produktu. Stanowią one przyszłe, wybieralne ścieżki produktowe przewidziane dla Fazy Trzeciej, a nie produkty automatycznie opuszczające ciąg produkcji bioetanolu.
Od Fermentacji Acetogenicznej do Paliw i Chemikaliów
Bioetanol drugiej generacji zapewnia platformie TITAN bezpośrednią ścieżkę do rafinerii Alcohol-to-Jet (ATJ).
W rafinerii ATJ bioetanol jest przekształcany w produkty węglowodorowe poprzez procesy odwodnienia, oligomeryzacji, uwodornienia oraz frakcjonowania produktów. Głównym produktem końcowym jest Zrównoważone Paliwo Lotnicze (Sustainable Aviation Fuel – SAF), wspierane przez odnawialny olej napędowy, odnawialną naftę oraz lekkie frakcje węglowodorowe.
Szersza rodzina mikroorganizmów acetogenicznych otwiera również drogę do nowoczesnej chemii przemysłowej:
- bioetanol do produkcji SAF metodą ATJ, rozpuszczalników oraz chemicznych produktów pośrednich;
- aceton do produkcji rozpuszczalników, powłok, polimerów i wyrobów przemysłowych;
- butanol do produkcji paliw, rozpuszczalników oraz chemicznych produktów pośrednich;
- octan i kwas octowy do produkcji chemikaliów oraz dalszego biologicznego uszlachetniania; oraz
- przyszłe wyspecjalizowane ścieżki, obejmujące między innymi izopropanol oraz 2,3-butanodiol.
Fermentacja nie eliminuje chemii.
Zmienia jedynie miejsce, w którym chemia się rozpoczyna.
Zamiast wydobywać kopalny węgiel i przetwarzać go w konwencjonalnych procesach petrochemicznych, mikroorganizmy acetogeniczne wytwarzają wymagane cząsteczki pośrednie z kontrolowanego gazowego źródła węgla.
Cel Rozwoju Acetogenicznego do 2035 Roku
Syngas Project planuje rozwój platformy TITAN jako powtarzalnej sieci instalacji przemysłowych, a nie pojedynczego projektu.
| Cel rozwoju TITAN | Założenie na rok 2035 |
|---|---|
| W pełni rozwinięte lokalizacje TITAN | 10 |
| Wyspy acetogeniczne | 2 na każdą w pełni rozwiniętą lokalizację |
| Stała zdolność produkcji bioetanolu II generacji | 1,6 miliona litrów dziennie |
| Główna ścieżka rafineryjna | Alcohol-to-Jet (ATJ) |
| Docelowa produkcja rafinerii SAF | 1 milion litrów dziennie |
| Rynek docelowy | Polska i Unia Europejska |
| Uzupełniające ścieżki produktowe | Chemikalia ABE oraz octan |
Celem jest stworzenie zdolności produkcyjnej odnawialnego bioetanolu niezbędnej do zasilania środkowoeuropejskiej rafinerii Alcohol-to-Jet (ATJ), produkującej około 1 miliona litrów Zrównoważonego Paliwa Lotniczego (SAF) dziennie do roku 2035.
Inżynieria przygotowuje czysty gazowy substrat.
Acetogeniczna Zdolność Mikrobiologiczna produkuje ciekłe cząsteczki.
TITAN zapewnia skalę przemysłową.
Przypisy i źródła
Rozróżnienie poszczególnych ścieżek separacji produktów znajduje potwierdzenie w badaniach dotyczących hybrydowego odzysku ABE, odzysku octanu z fermentacji gazów C1 oraz inżynierii produkcji chemikaliów z wykorzystaniem mikroorganizmów acetogenicznych.
Ponadto NREL potwierdza, że proces frakcjonowania w technologii Alcohol-to-Jet (ATJ) umożliwia produkcję gazów lekkich, nafty, paliwa lotniczego oraz oleju napędowego.
- Hybrid ABE Recovery
- Acetate Recovery from C1 Gas Fermentation
- Engineered Acetogenic Chemical Production
- NREL ATJ Reference